
Ремонт прокатных станов с использованием металлополимеров
При возведении мощных технологических установок или строений часто встречаются задачи, когда нужно установить одну крупногабаритную и массивную конструкцию на другую — при соблюдении идеальной точности соединения и необходимости обеспечить его долговечность. Условия эксплуатации такого соединения зачастую достаточно жесткие: присутствует влага в зазоре между металлическими деталями и связанная с этим коррозия, значительны вибрационные или ударные нагрузки.
В последние годы найдены, испытаны и получают все большее распространение технологии, обеспечивающие упрошенный монтаж крупногабаритных деталей и — что немаловажно — гарантирующие большую долговечность такого соединения. При этом применяются совершенно новые двухкомпонентные металлополимерные материалы, имеющие уникальные свойства. В пластичном состоянии эти материалы перемешиваются, а затем отвердевают, благодаря чему происходит фиксация образованного соединения.
Рассмотрим в качестве пояснения два характерных примера решения технически сложных задач с применением новых технологий.
Примеры ремонта конструкций прокатных станов
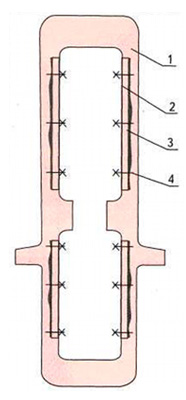
Рис. 1. Схема восстановления проектных размеров станины прокатной клети стана 3000 Мариупольского металлургического комбината им. Ильича.
1 — станина;
2 — защитная планка;
3 — мультиметалл-сталь 1018;
4 — болты крепления.
Одна из этих задач связана с монтажом новых и ремонтом бывших в эксплуатации станин крупных прокатных станов. На рис.1 изображена схема такой станины стана 3000 общим весом более 750 тонн и высотой, достигающей 9 метров. Проем, в котором устанавливаются опоры прокатных валков с возможностью их перемещения вверх и вниз относительно станины, защищен от износа специальными защитными планками (поз.2), которые притягиваются к станине болтами и фиксируются штифтами. Вес каждой из таких защитных планок находится в пределах от 130 до 170 кг, а выставлены они должны быть идеально в вертикальной плоскости с точностью до 0,2 мм. Причем проем станины после монтажа должен составлять 2200 мм в допусках от +0,8 до -0,6.
Выставка планок с последующей фиксацией болтами и является той задачей, решить которую крайне сложно ввиду необходимости выполнения такой операции непосредственно на месте эксплуатации при высокой точности установки и большом весе конструкции. Особую сложность подобные монтажные работы представляют во время смены старых защитных планок на новые, с учетом того, что плоскость их прилегания на станине имеет следы коррозионного износа и деформирования. Дело в том, что в процессе эксплуатации прокатного стана в зазор между станиной и планками попадает вода, вызывающая интенсивное корродирование станины в условиях повышенных температур, возникающих при прокатке горячего металла. В совокупности с ударными нагрузками, которые передаются на защитные планки во время прокатки через ватки и их опоры, подобные условия вызывают достаточно интенсивный коррозионный износ и разрушение станины.
В Приазовском государственном техническом университете (ПГТУ) совместно с коллегами из Мишкольцского университета (Венгрия) разработана технология монтажа защитных планок, которая позволяет не только выставлять их в проектное положение, но и впоследствии защищать станину под планкой от интенсивного износа. Такой эффект был достигнут благодаря использованию нового металлополимерного материала "мультиметалл-сталь 1018" немецкой фирмы "Диамант Металлопластик GMBH". Модуль упругости этого материала в 2 раза превышает модуль упругости стандартных и широко применяемых металлополимерных материалов (см. таблицу). Приведенные технические показатели материала "мультиметалл-сталь 1018" были неоднократно проверены в лаборатории кафедры "Механическое оборудование заводов черной металлургии" ПГТУ и лишь после этого использованы в ответственных ремонтах при восстановлении проектных размеров станин прокатных клетей на станах 3000 и 1700 Мариупольского комбината им. Ильича.
|
Удельный вес, г/см3 |
Время выработки, мин |
Время полного отвердевания, час |
Термостойкость, °C |
Прочность на сжатие, МПа DIN53454 |
Модуль упругости, МПа DIN 53454 |
| Мультиметалл-сталь стандарт | |||||
|
2,3 |
60 |
24 |
-32 +200 |
165 |
6000 |
| Мультиметалл-сталь 1018 | |||||
|
2,5 |
60 |
24 |
-32 +200 |
180 |
14000 |